おいしく長寿。魅惑の発酵王国NAGANO
創業は戦国時代。
伝統の樽仕込みで造る醤油の味
2024/09/05
おいしく長寿。魅惑の発酵王国NAGANO
2024/09/05

日本人にとって大切な発酵調味料である醤油。大正時代までは醤油といえば木桶で仕込みをするのが当たり前でした。戦後、オートメーション化が進むと金属製のタンクが主流になり、伝統的な木桶による醤油造りをしている醸造所は数少なくなりました。長野県の南信地域・飯田市にある松岡屋醸造場は、そんな数少ないうちの1軒です。同社ではいったいどのような醤油造りをされているのでしょうか。創業は1534年(天文3年)、信州第二の老舗で490年もの歴史がある同社の、15代目・木下拓(きのした ひろむ)さん、息子さんで16代目(後継者)の木下祥平(きのした しょうへい)さんにお話を伺いました。
長野県の地形は南北に長く、北信、東信、中信、南信の4つの地域に分けられます。南信地域の南端付近に位置するのが飯田市です。13世紀に築かれた飯田城の城下町としてかつて栄えた文化のある地です。松岡屋醸造場(創業当時は松屋)は、戦国時代、三河方面から来た塩の商人が飯田市に落ち着き、一等地だった本町一丁目で塩や雑穀の問屋を始めたのが最初だそうです。15代目の木下拓さんはいいます。
「飯田城にも納めるほど繁盛し、借家経営などもしていましたが、1799年(寛政11年)、借家住人が失火をして、160棟を焼損する大火災になってしまったんです。その後、伝馬町(てんまちょう)に移転、1818年(文政1年)からは、醤油を中心に味噌や漬物などの製造を行う、松岡屋醤油店と名称を改め事業を再開しました。恐らく当時は温度管理できる倉庫がなかったため、穀物を保存食である醤油、味噌に加工することで、営業効率を上げようと考えたのだと思います。しかし、それまでの文献は全く残っていません。というのは、今度は1947年(昭和22年)、『飯田の大火(たいか)』が起こったためです」
飯田の大火とは、焼損面積約48万㎡、焼損棟数約3700棟にも上る、戦後の日本最大の市街地火災です。そのため蔵のほとんどは燃えてしまい、文献もすべて灰になってしまいました。それでもなんとか事業を立て直し、「松岡屋醸造場」として、現在の住所(今宮町)に移転。その時の当主は13代目、小塩禄郎(こしお ろくろう)氏で、拓さんの祖父にあたります。

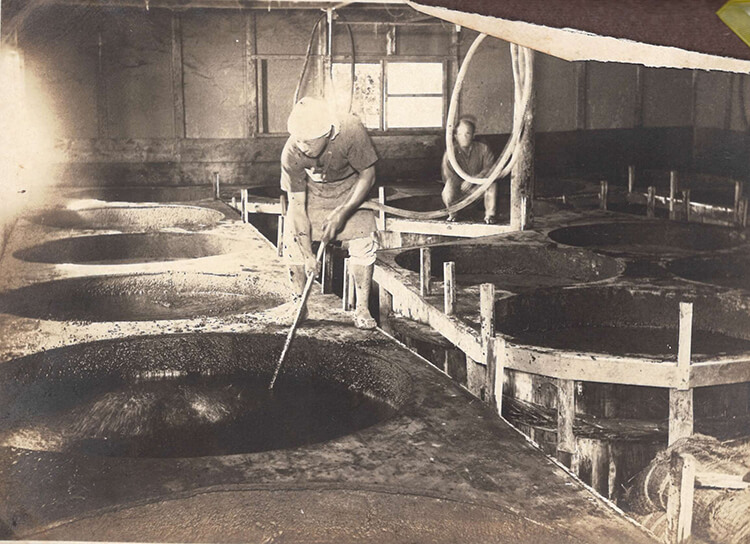
別の場所で保管していたため飯田の大火を逃れた、伝馬町の蔵の貴重な写真。
左の写真は大正11年1月の初売りの様子。右端が13代目の小塩禄郎氏。
「祖父は醤油屋でありながら、スーツを粋に着こなし文化人的な風貌で、多趣味で社交的な人でした。晩年は飯田の文化歴史の伝承に貢献するなど、文化的な活動に力を入れていました。次の14代目で、私の父である木下国光(きのした くにみつ)は、徹底した職人で、醤油の味、品質にこだわり、製造技術をとことん高めた人でした。この頃から、醤油の品評会にも出品し、農林水産大臣賞をはじめ数々の賞を受賞するようになりました。その頃、飯田では37軒もの酒蔵が合併して喜久水(きくすい)酒造が誕生し、そのため多くの酒蔵の建物や木樽が使われなくなっていました。いまの弊社の建物は、その時の酒蔵から移築したもので、いまでは本当に貴重になりましたが、高さ約2m以上、15石(こく)から20石の大きな杉の木樽を8樽も分けていただいたのです(1石=180リットル)。その頃は全国的な醤油の出荷量はピークに達し、父の時代はまさにイケイケどんどん。木樽だけでなく、原料の大豆を蒸す圧力釜などの機械類も、当時の最新式のものを導入し、市場の需要に追いつくため、思い切った設備投資を行いました」
日本の醤油の出荷量は、戦後から徐々に増え、1973年(昭和48年)にはピークを迎えました(しょうゆ情報センター調べ)。その一方では全国的に工場のオートメーション化が進みます。醤油の醸造所も同様で、温度管理から製造工程の管理まですべてオートメーションで行う工場が現れます。伝統的な木樽仕込みの醤油工場は選択を迫られ、15代目の拓さんも進むべき道について悩んだそうです。
「私どもは昔から、寒仕込みと長期熟成を基本とする伝統的な醤油造りを基本とし、小量でも品質の良い原料を選んで行ってきました。もしも原料や素材を大量に仕入れ、オートメーションによる大量生産にふみ切れば、確かにコストは下げられ、均一商品が安価で提供できるかもしれません。でも、本当にそれでいいのかと考え、小さくても家族でやりきる道を進むことにしたんです」
「天然醸造といい、一年の自然のままの温度変化を利用して醸造する方法をとっているんです。天然醸造は、原料の大豆や小麦が収穫される秋から冬に、大豆を蒸し、小麦を炒って砕く作業から始まります。それらを混合したものに、種麹を混ぜて麹を造ります。麹ができたら、食塩水を加えてもろみ造りに入るのですが、そこまでの作業は高温で労力も大きいので夏場では到底できません。寒い季節に行うので寒仕込みなんですね。もろみは、春、夏頃から、約1年かけじっくりと熟成させます。いま(初夏)はちょうど、熟成が終わったもろみの、圧搾作業をしているところです。いい香りでしょう?」


圧搾(あっさく)作業をする木下拓さん。熟成が終わったもろみを丁寧に布で包む。
これらが何層にも重なり自然の重みでろ過され醤油が下に落ちていく。
圧搾が終わると、火入れ、瓶詰めなどの作業を経て商品となる。
醸造場は季節によって香りが違うそうです。仕込みの時期には炊いた大豆の甘い香りや、炒った小麦の香ばしい香り……。松岡屋醸造場に一歩入ると、醤油のなんともいえないいい香りが鼻をくすぐりました。もろみを搾る香りです。そんな季節折々の醸造場の香りを感じながら育ったのが息子さんで16代目の祥平さんです。
「学校から帰ると、父が嬉しそうな顔で、『大豆、炊けたぞ。食うか?』といい、よく炊きたての大豆を食べさせてくれました。それがすごくおいしくて。父の後を継いだのは、父の働く姿をいつも見ていて、自分もやってみたいと思ったからです」
現在は、拓さん家族、祥平さん家族と祥平さんの弟さんで醤油造りをしていますが、祥平さんが家業を継ぐ決意をしてから今年で16年目。醤油造りの蔵人としてはもうベテランといえるのでは?
「いえいえ、まだ父に学ぶことは多いです。こういう醸造所の場合、大型の機械も手動なので難しいですね。たとえば大豆一つ蒸すのも、何トンも一度に行いますから。大きな圧力釜で温度を120度まで上げ、約2時間蒸したら、次は30分で40度まで急速に落とすんです。インジェクターという真空装置で行うのですが、そのバルブ操作を間違えるとすべての大豆が無駄になってしまいます。釜の内部は目に見えないから、いま中でどんな事が起きているか想像しながら、温度計と圧力計のメモリとにらめっこしながら行います。長い間、父のやり方を見て学んできましたが、この間、ようやく父が見守る中一人でバルブ操作を行ったんですよ」
と話す祥平さん。いきいきとした表情からも仕事への意欲が伝わってきました。
蒸した大豆は水分を吸って何倍にも重くなります。それに炒った小麦と種菌と混ぜ込み、麹室(こうじむろ)に運び、麹を造る製麹の作業は、スコップなどを使って行っているそうです。まさに重労働といえます。

拓さんの後ろにあるのが松岡屋醸造場の麹室。床式といい部屋の床一面に平らに麹をならす方法。
醤油にとって大切な製麹(せいきく)の作業は、3日3晩、夜も交代で続く。
「男性3人、全力で声を掛けながら行なっています。発酵食品で大切なのは、やはり1にも2にも麹造りだと思うんです。弊社では味噌も造っていますが、これは味噌にも言えます。しかし、醤油の麹造りは味噌の比でないほど労力がかかっています。麹造りの目的は、麹にタンパク質の分解酵素をたくさん作ってもらうことですが、麹はその繁殖の工程でどんどん熱を出して、放っておくと自らの熱で死滅してしまいます。だから人の手で攪拌(かくはん)するなどして菌が繁殖しやすい環境を作ってあげるのですが、ものすごい熱量との闘いなんです。しかも酸素も取り込むので酸欠にならないよう注意しないといけません。作業は夜も交代で、3日間かけて行ないます。
ある程度培養ができたと感じたら、麹に食塩水を加えて、木樽に移し、もろみ造りのプロセスに入ります。ここで麹菌は役目を終えます。そしてここからは木樽に住み着いた乳酸菌や酵母菌などによる発酵・熟成が始まるんです」
木樽の最大の特徴は、木材の表面に小さな穴があり、そこに微生物が住み着くことです。それらは蔵付き酵母、蔵付き菌などと呼ばれ、木樽だけでなく、壁、天井、蔵の至るところに住み着いているそうです。確かに、薄暗い蔵の中にいると、菌たちの息吹が聞こえてきそう。松岡屋醸造場のような歴史ある蔵では、長い年月をかけてそれらが独自の生態系を作り、発酵調味料にその蔵独特の個性や味わいを醸し出しているのです。

熟成が終わったもろみは、醤油のよい香りがし、艶やかな色が美しい。
松岡屋醸造場には、ぽつりぽつりと醤油を買いにお客さんが直接訪れます。入口付近に設けられた小さな売店には、醤油をはじめ味噌、甘酒などの商品が並んでいます。常連の方でしょうか、接客をする祥平さんとも談笑されています。スーパーなどでいろいろな醤油が手に入る中、わざわざ買いに来てくださるのは、ここの醤油の良さを知っているからなのでしょう。拓さんは言います。
「うちも3年くらい前までは、ガラスの一升瓶を洗う機械がありました。壊れたのをきっかけに、ペットボトルの容器に切り替えました。昭和の中期から醤油といえば一升瓶が主流で、繰り返し使うリターナルでした。本当はガラスの方が醤油のためにはいいんです。ペットボトルは空気を通しますから。でもいまの時代は量も多いと、家庭では使い切れないんですね。そこで開発したのが220mlのミニサイズの抗酸化密封ボトルです。いまでは多くなりましたが、当時はまだ市場にはありませんでした。長く地元中心の商売をしていたので、直接買いに来られるお客様もまだ多くいらっしゃいます。もちろんいまでは地元以外の方も購入できるよう、ECサイトを立上げています」


左:松岡屋醸造場製造の商品のラインアップ、一番人気は30年以上地元で愛されている「松錦」。
醤油同様、自社ですべて製造している信州味噌。
右:味噌を造る麹で育てた爽やかな甘酒「アイス生甘酒」。とろっとしたシャーベットのような食感がおいしい。
同社では、家族でアイデアを出しながら、地元の素材を活かした新しい商品づくりにも力を入れています。飯田市周辺はフルーツが有名ですが、隣の松川町のりんご果汁を使った減塩醤油や、長野県の最南端の天龍村で収穫された柚子果汁を使ったかけ醤油なども開発しています。これらは刺身にかけるとカルパッチョ風になり、オリーブオイルを加えるとサラダにもとてもよく合うそうです。家庭用だけでなく、地元の郷土料理「五平餅」の老舗店で昔から使用されたり、飯田市は肉料理店が多いため、ステーキ店をはじめレストランやホテルなどでも多く取り扱われたりしています。
「私どものもの造りに賛同してくださるお客様もまだまだたくさんいらっしゃる。確かに、一から醤油を製造することはとても時間がかかり大変ではありますが、それこそが一番の価値であると考えています。うちの醤油をおいしいと思ってくださる人、これでなきゃと思う方がいる限り、続けていきたいと思っています」

左:木下拓(きのした ひろむ)
15代、代表取締役。地元の原料のみを使用した「地大豆醤油」や「地大豆柚子醤油」などを開発。
右:木下祥平(きのした しょうへい)
16代(後継者)。自社WEBを開設、ネット販売を開始。長野県最速で、抗酸化(密封)ボトル商品を開発。

醤油、信州味噌、山菜漬物、全て自社工場にて、国産原料の仕入、加工、熟成、製品に至るまで、手仕事にこだわりを持って製造。長野県内では信州の老舗第2位として認定。丸大豆醤油、信州二年味噌、山ごぼうの味噌漬など、昔ながらの老舗の味に根強いファンは多い。

長野の寒い冬が育んだ、 豊かでおいしい漬物文化
2024/11/28

味噌造り120余年の暖簾を守りながら、味噌の新しい可能性を発信し続ける老舗蔵
2024/11/21

日本古来の知恵、「麹」の魅力をリブランディングして発信中!
2024/11/14

納豆の小さなパッケージいっぱいに詰め込まれた、経営者の「良心」
2024/11/07

おいしいチーズは長野にあり!世界も称賛する日本のナチュラルチーズ
2024/10/31

醤油を通して、日本の食文化を次の世代に伝承したい
2024/10/03
その時代ごとに進化しながら、いつも輝いている酒蔵でありたい
2024/09/26

高校でありワイナリー塩尻志学館高校の生徒が造るワイン
2024/09/19

澄み切った空気、清らかな水。自然豊かな地が生む最高品質の「酢」
2024/09/12

創業128年の歴史ある酒蔵で本格的な酒造りを復活させた女性杜氏(とうじ)
2024/07/25
