おいしく長寿。魅惑の発酵王国NAGANO
おいしいチーズは長野にあり!
世界も称賛する日本のナチュラルチーズ
2024/10/31
おいしく長寿。魅惑の発酵王国NAGANO
2024/10/31

長野県東部にある東御市(とうみし)。標高900mにもなる、浅間山麓の南斜面に工房を構えるのが、チーズ工房のアトリエ・ド・フロマージュです。1982年に創業し、ナチュラルチーズの製造をいち早く手がけたことでも有名です。製品第一号のフレッシュチーズを始めに、それまで日本の食文化にはなかった手造りチーズを次々に登場させ、いまでは20種類もの銘柄を揃えています。そのおいしさと品質の良さで、それぞれのチーズにファンが多く、中でもブルーチーズは国内外のコンテストで高い評価を受けている逸品です。その製作を手掛けたチーズ職人であり、同社チーズ製造・熟成責任者である塩川和史(しおがわ かずし)さんにお話を伺いました。
アトリエ・ド・フロマージュの製造スタッフの早朝の日課は、まずは近隣の酪農牧場へミルクを集めに向かうことから始まります。新鮮なミルクを容れたミルク缶をトラックの荷台に積んだら、なるべく揺らさないよう工房へと戻ります。
「牧場は5か所あり、同じグループ会社のフロマージュ牧場のほかに近隣牧場にて、ジャージー種、ブラウンスイス種、ホルスタイン種などを育てています。チーズ造りにとって、原料のミルクはとても大切なもの。チーズのおいしさの9割はミルクで決まるといえます。だからこそ、大切に牛を育て、集乳も自分たちで行い、ミルクを運ぶ際は衝撃を最低限にするよう慎重に行っています」
と話す塩川和史さん。アトリエ・ド・フロマージュは昭和57年(1982年)に創業されたチーズ工房です。創業者は松岡茂夫氏と容子氏夫妻。まだ日本では本格的なチーズ造りが行われていなかった時代、東京の高級スーパーマーケットで出会ったフランス産のチーズに感動。「カマンベールチーズを造ってみたい」という思いから、お二人でチーズの本場フランスへ渡って国立乳製品専門学校へ留学し、チーズ造りを基礎から勉強したそうです。そして、帰国してここ東御市に工房を開きました。以来、数々のチーズを製造、国内外のチーズコンテストで賞を取ったチーズも少なくありません。現在、20種類のチーズに加え、ヨーグルト、ピザ、スイーツも販売しており、店舗も東御市本店以外に軽井沢店、旧軽井沢店など6店舗(及びピッツェリア・カフェ)を運営しています。
取材の日、東御市本店のショップには開店と同時にたくさんのお客様が訪れていました。併設のカフェもチーズを使ったメニューが人気で、平日祝日ともに賑わっているそうです。さっそく本店の2階にある工房を見学させていただきました。
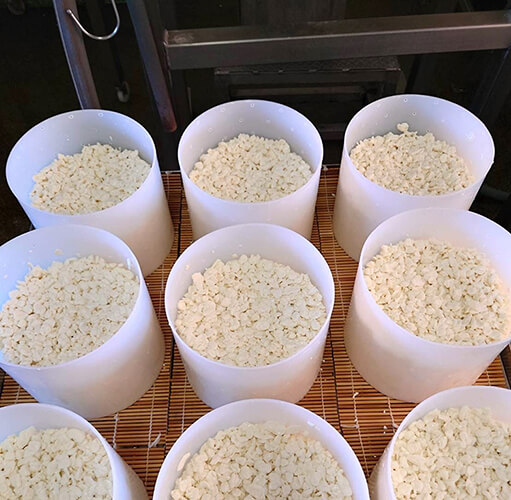
牧場から集乳したミルクは工房に運ばれると、まずは加熱殺菌されるそうです。殺菌方法も通常の飲むミルクと違い、たんぱく質の性質ができるだけ変わらないよう低温殺菌で行われるそうです。殺菌すると雑菌もなくなりますが、チーズ造りに欠かせない乳酸菌も死滅するので、新たに乳酸菌を加えるところからチーズ造りは始まります。チーズを固めるためには、乳酸菌のほかレンネットという凝乳酵素も加えるそうです。工房ではちょうど、固まったミルクを四角く切り出して、水分(ホエイ)を抜く作業をしていました。



左:固まったミルク(カード)を網で端に寄せていく。寄せきったところで、水分(ホエイ)を抜く。
中央:カードだけになった状態で網を外し、カードをカットし更に水分を抜いていく。
右:カットしたカードは型に入れて圧搾。さらに凝縮され熟成を経てチーズへと変化していく。
「この四角く切り出したものをカードというのですが、硬さは少し硬めの低反発枕くらいです。やわらかく仕上げるチーズはホエイをあまり抜かず、硬く仕上げるものは小さく切ってホエイをより多く分離させます。この後、型に入れてさらに脱水させますが、フレッシュチーズと呼ばれる生チーズは、熟成させないのでここで出来上がります。他のチーズは、チーズのタイプに合わせて成形し、塩、微生物を加えてから熟成させます。たとえば、白カビタイプは周りに塩と白カビをまぶしてから、ウォッシュタイプは、塩水やアルコールでチーズの表皮を洗ってから熟成させます。熟成させることでチーズは、微生物や酸素の働きでタンパク質や脂肪が分解され、それまでにない風味や感触に変わっていくわけです。熟成期間もタイプによって数週間から1年ほどとさまざまです。また、青カビタイプ(ブルーチーズ)のチーズは、ミルクの段階で青カビを加えるんです。カビがチーズの内側できれいに生えるためには空気が必要になるので、成型後、塩をまぶして、いくつかの空気穴を開けてから熟成させています」
ブルーチーズの断面を見ると、切り口は大理石のような模様になっており、空気穴の周辺に青カビが繁殖しているのがわかります。ブルーチーズには、青カビ独特の風味があり、苦手な方は少なくありません。でも、そんな方こそアトリエ・ド・フロマージュのブルーチーズを一度、試していただきたいとのこと。
「食べるとアッと思うほど、なめらかで口どけがいいんです。一般的なブルーチーズというと青カビのツンとした感じや塩辛さがありますが、弊社のブルーチーズは、濃厚なコクやうま味がそれらを包み込むような感じでバランス良く仕上げています。ところで、以前、テレビ番組で、青カビは脂肪を分解するので、動脈硬化の予防に良いかもしれないと紹介されたところ、ブルーチーズを求めて新規のお客さまがどっと増えたんです(笑)。開店前から並ばれている中には、ご年配の方も多かったのですが、『ここのブルーチーズなら食べられる』とか、『小さな子どももおいしいと食べてくれた』という言葉をいただけました。普段あまりブルーチーズを召し上がらない方々に、そういっていただけたのがとても嬉しかったですね」
そのように話す塩川さんは、アトリエ・ド・フロマージュのブルーチーズを手塩にかけて開発した本人です。その功績は大きく、塩川さんの開発したブルーチーズは、同社の名を世に知らしめる上でも大きな要因となったのです。そんなブルーチーズの開発ストーリーに触れていきたいと思います。

左上より時計まわりに:
カマンブルー(白カビ熟成のカマンベールと青カビ熟成のブルーチーズ、2つの性質の違うチーズが合わさった逸品)
/湯の丸高原 山のチーズ(フランスの農家が自分たちのために造るチーズをイメージして造られた、
やさしい味わいのチーズ)
/翡翠(ひすい・緑がかった青カビとなめらかな口どけが特徴のブルーチーズ)
/ココン(3種の生乳をブレンドして造られた酵母系熟成タイプのクリーミィなチーズ)
東御市内の酪農を営む家に生まれたという塩川さん。そのため、子どもの頃から搾りたてのミルクの味を知っていました。
「たったいま搾ったばかりの濃厚なミルクを飲める日本人がどれだけいるかといったら、酪農をやっている人以外難しいですよね。日本のミルクは、乳等命令(旧乳等省令)という法令によって殺菌方法が定められています。でも、搾りたてのものには雑菌はむしろ少ないんです。時間が経過することで雑菌は増えるんですね。殺菌するとミルクはたんぱく質が変性し味が変わってしまいます。本来のミルクの味を知っていることが、チーズ造りにとても役立ったと思います」
同じ東御市で実家から徒歩圏内にあったアトリエ・ド・フロマージュのことは、塩川さんは昔からは知っていたそうです。
「創業者の松岡夫妻のこともよく知っていました。特に容子さんのご実家も酪農を営んでいたので、両親ともどもご近所づきあいをしていましたね。松岡夫妻は、僕にとってはチーズ工房の創業者というより、ご近所のおじちゃん、おばちゃんみたいな存在でした。そんなつながりもあり、1996年に併設のレストラン(リストランテ フォルマッジオ/現在は閉店)がオープンする際、将来調理の道に進みたいと思っていたので、アルバイトで厨房に入れてもらいました。イタリアンがベースで、チーズを使った料理が多かったです。
料理長はとても腕が良い料理人でした。厳しかったけれど、一品一品の料理の味をどう構築するかということをしっかり教わりました。4年ほどのバイトでしたが、自社製だけでなく、海外のチーズを味見する機会も多く、自分も興味があったので、いろいろなチーズを食べることができました。僕は特に青カビタイプが好きで、最も印象に残ったのがイタリアのゴルゴンゾーラ。食べたときは衝撃を受けました」
ゴルゴンゾーラは、イタリアのロンバルディア州とピエモンテ州にまたがる地域で生産されているブルーチーズ。フランスのロックフォール、イギリスのスティルトンとともに世界三大ブルーチーズの一つとされています。
「正直にいって、その頃の弊社のブルーチーズとはまったく比べ物にならないおいしさでした。やはり、チーズは海外の食文化ですから。日本のチーズ工房としてはとても健闘しているし、チーズの種類も増えて来てはいましたが、本場の味に比べると、まだまだだなと感じた記憶があります」
バイトを終了後、塩川さんがアトリエ・ド・フロマージュにチーズ製造スタッフとして入社したのは、それから約7年経った2007年でした。塩川さんは、一度は他で調理の道を志したものの料理人としての人生に迷いがあったといいます。
「たまたま前職を辞めて里帰りしていたんですよ。すると創業者の松岡(容子)さんからうちの父に電話が入り、『製造スタッフが一人退職するんだけれど誰かいないかな?』と話されたそうです。すると父は『それなら、うちの息子がいるよ』と即答しました (笑)」


左:本店併設のカフェ。窓が大きく心地よい空間。
右:人気メニュー「自家製ブルーチーズのクワトロフォルマッジ」(右)と「季節野菜の焼チーズカレー」(左)。
塩川さんが入社したときには、創業時代からのスタッフも入れ替わっていました。
「私が入ったときには、松岡夫妻と同様にフランスの国立乳製品専門学校で学んだ一人の先輩がいて、その人に基礎からじっくりと教わりました。当時でもフランスにチーズ留学をした日本人はまだ珍しく、チーズ工房の数も全国で106軒(現在は約350軒)ほどだったと記憶しています」
料理の経験がある塩川さんは、チーズが好きだったこともあり、めきめきと頭角を現していきます。その中で一つひとつの商品を見直すべきだと考えたそうです。
「創業時から続いてきたレシピの中で、フロマージュ・フレ(生チーズ)は、原料の生乳のおいしさがきちんと表現されていたので、そのままでも良いと思いました。硬質チーズもおいしかったので微調整で良かったですね。でもブラッシュアップの必要があると感じたものは多かったです。中でも本当に変えたいと思ったのがブルーチーズでした。味を変えればもっと売れるはずだと考え、2011年頃、松岡(茂夫)さんとその話になり、大もめになりまして、『思い通りに造らせてくれないのなら、もう造りません』『そこまでいうなら造ってみろ』とぶつかり合いをしたのを覚えています」
そこから塩川さんの、後には引けないブルーチーズへの挑戦が始まりました。新たなブルーチーズを造るという目標を立てた塩川さん。それには、一から日本人の嗜好の傾向を捉える必要がありました。

チーズ造りにおいては、日頃から計測器類を使わないという塩川さん。
機械に頼るより熟練した手の感触こそが大切なのだとか。
塩川さんはカードを持った瞬間にその重さや必要な塩の分量がだいたいわかるという。
「日本人ってパンにしても肉にしてもやわらかい方が好きじゃないですか。やわらかくて滑らかで、甘みがあるのが好きだと思うんです。例えばお餅です。お餅も醤油に砂糖をまぶした甘じょっぱい味付けが好まれますよね。チーズはというと、日本に輸入されているブルーチーズの中で一番売れていたのが、イタリアのゴルゴンゾーラだったんです。ゴルゴンゾーラには青カビ特有のピリッとした刺激のある『ピカンテ』とクリーミィで甘さのある『ドルチェ』があるのですが、圧倒的に売れていたのがドルチェでした。日本人は青カビの刺激が苦手なので、じゃあ滑らかで甘さもあって、青カビの刺激を感じさせないようにするにはどうすれば良いかを考えたんです」
塩川さんの中で造りたいブルーチーズのイメージができあがりました。ブルーチーズの主な原料は、ミルク、乳酸菌、塩、青カビです。まずは、これらの原料とその配合、使い方などを一から組み立て直してみることから始めたそうです。
「ミルクに関しては脂肪分の多いジャージー種にホルスタイン種を加えてバランスを何通りも試しました。乳酸菌も日本で手に入る数十種類は、ほぼ使い切ったと思います。
青カビの刺激に対しては、同じような刺激のある食材にワサビがありますよね。ワサビはまぐろの赤身に付けると辛いんですが、大トロだとあまり辛く感じないんです。大トロの脂肪分がワサビの辛味成分を包んでくれるからなんですね。チーズも同じで、いかにミルクの中の脂肪分を逃がさないかが肝だと思いました。かつての料理人時代の経験が答えへと導いてくれたのだと思います。作業では、カードとホエイを分ける際に、できるだけ脂肪分がカードに残るよう、温度管理などいろいろな工夫をしました。ブルーチーズは成型後、金串で空気穴を開けることで、青カビの成長を促進させるのですが、最終的にはホロリと⼝の中でほどけるようにしたかったので、⻘カビの繁殖具合を見ながら、穴あけのバランスを調整し、脂肪分が細かく分解される組織になるよう調整しました。記録していたわけではありませんが、あの頃は365日のうち350日は工房にいたような気がします(笑)」
滑らかで口どけが良く、濃厚なミルクのコクやうま味と青カビが混ざりあい、口の中いっぱいにおいしさとなって広がり、その余韻は心地よく後を引く……。塩川さんのイメージ通りのブルーチーズが完成したのは、取り組みだして1年半以上経った2013年の年末のことでした。

左:ブルーチーズを型に入れたところ。
右:青カビの成長を促進させるため、成型後複数の空気穴をあける。
その絶妙なバランスによって、ブルーチーズの口どけやコクのある味わいが生まれる。
「容⼦さんは『100 チャレンジして一つ成功すればいいのよ』と常々言われていました。創業者ですから、ゼロからのスタートだったので、きっとたくさんの挑戦をして失敗もしたと思うんです。もちろん彼らに続いた先輩たちも同じだったと思います。でもその蓄積があったからこそ、僕が同じ失敗をすることなく、新しい挑戦ができたのだと思います。そのことに感謝するとともに、弊社が歩んできた歴史は本当に大きなものなのだと感じました」
アトリエ・ド・フロマージュの新しいブルーチーズのおいしさと品質が認められるまでには、それほど時間はかかりませんでした。翌年2014年に開催された「ジャパン チーズアワード 2014」ではグランプリを受賞、さらに2015年に開催された、モンディアル・デュ・フロマージュの国際コンクールでは最高賞のSUPER GOLDを受賞したのです。
「受賞がきっかけとなり、社内の営業スタッフはもちろん、ありがたいことに周囲に私たちのチーズを知って、広めてくれる方が徐々に増えていき、受賞後のブルーチーズの生産量はそれまでの1.5倍に、いまでは当時の2倍にまでなっています。でも、一番良かったのはチーズ職人としての自信につながったことですね。自信をもって、これが日本のブルーチーズですといえるようになったことです」


左:ショップではチーズのほか、スイーツ、ピザ、ヨーグルトなどが揃う。
右:たくさんのチーズが並ぶショーケース。ブルーチーズ目当てのお客さんも後を絶たない。
その3年後、塩川さんはさらに「翡翠(ひすい)」という第二のブルーチーズを開発しています。こちらはどんなチーズなのでしょう。
「ブルーチーズの味に慣れてくると、もっと刺激の強いものが欲しいというお客様も見られるようになりました。自分自身ももっと強いタイプが欲しいと感じていました。それで翡翠の開発にふみ切ったのです。最終的に変えたのは、青カビの種類と水分量ですね。水分量を少なくして凝縮することでうま味や塩気を強くしたんです。でも、そうすることで硬くなるので、柔らかくするためには分解力の強い青カビを使う必要がありました。分解力は青カビごとに違うので、国内で手に入るすべての種類を何通りもミックスするなどして試してみました。最終的には、滑らかに仕上がったと思います。ブルーチーズの滑らかさと口どけを継承しつつ、刺激も塩気も海外並みに強く、かつミルクのコク、うま味とのバランスが取れたブルーチーズになりました。翡翠という名前をつけたのは、色が緑っぽくなる青カビを使っているのと、日本的なものを表現したいと思ったので、ネーミングにも漢字を使いました」
翡翠は、2021年「ワールド チーズ アワード」にて、世界45ヵ国から集まった4079のチーズ(日本からはチーズ25工房・37品)の中で、SUPER GOLD BEST 16とBEST JAPANESE CHEESEを受賞しました。塩川さんのブルーチーズへの挑戦は、その評価において、海外のチーズと肩を並べるところまで上り詰めたといえます。一連のチャレンジから見えたことは何だったのでしょうか。
「オリジナルを追求した結果、答えが見えたと思います。目指していたのは、フランスベースのチーズではないんです。チーズの本場といえば、もちろんフランスですが、フランスのチーズのレシピを持ってきて日本で再現しても、本場の味になるわけがないんです。日本はチーズ造りが始まってやっと50年くらい。でも、フランスは2000年の歴史があります。よく『村の数だけチーズがある』といわれるほど、多種多様なチーズが存在し、その数は約1300種類にのぼります。また、チーズの原産地をきちんと定めるAOP(AOC)という原産地呼称制度があり、ミルクの種類、チーズを造る地域の限定と生産方法、熟成方法やその期間、チーズの大きさ、脂肪分まで決められているんです。例を挙げると、『カマンベール・ド・ノルマンディ』のAOPは、ノルマンディ地方で、無殺菌のノルマンド種のミルクで造ったもの以外、本来はカマンベールといわないんです。無殺菌乳だからその土地ならではの複雑な風味や牧草の香りが表現されるんですね。つまり、チーズというのはワイン同様、その土地の気候、風土などを表すものといえるんです。僕らがフランスを見習うとすれば、その文化の根本となる考え方を見習うべきだと感じています。では、日本でのチーズ造りはどうすべきかといえば、やはり、その地域で飼われている牛のミルクの良さを最大限に生かすことが大事だと思うんです。そして、ミルクに合った乳酸菌を使うこと。それらの特性をよく理解して、それに合った製法、例えば温度や時間などを本当に細かく調整して、当てはめていくといったことが大切だと、私自身はたどり着いたと思っています」


左:景色が楽しめる、明るく開放的な工房併設のカフェ。天気が良い日は屋外の席もおすすめ。
右:庭の囲いの中に造られた小屋の前でのんびりと草を食べる羊。牧歌的な風景に癒される。
標高900mの丘陵地の南斜面に建つアトリエ・ド・フロマージュ。心地よい風が斜面を駆け上がり、秋の少し高くなった空の雲を運んでいきます。眼下一面にパノラマ風景が広がり、天気が良ければ千曲川まで見渡せそうです。
「東御市の気候は冷涼で、一年を通して少雨でカラッとしています。ここに立っていると山の花々の香りがしますよね。チーズって面白くて、どこで造られて熟成させるかによって風味が違ってくるんです。『軽井沢チーズ』という商品があるのですが、以前、こちらの工房で造って、熟成を軽井沢熟成所とここの二カ所で行ったんですよ。軽井沢って森も多いし霧もかかるので湿っぽいんですが、軽井沢で熟成させた方は古漬けのような香りになるんですよ。東御市の方はキレイで花々の香りがする感じ。どちらもそれなりに良いのですが、チーズとは、つくづく風土に影響されるものなのだと思いました。牛についても、長野県は山間地だし牧場もそれほど広くできません。広くて自由に放牧できる北海道に比べるとミルクの質は勝てないです。でも、冷涼な気候なので牛が元気に暮らせるんですね。乾燥しているから変な雑菌も少ないですし。やはり感じるのは、松岡夫妻が42年前に東御市を選んだことの素晴らしさですね。もちろん容子さんの実家がここだったことも関係するかもしれませんが、僕はお二人には確かな慧眼(けいがん)があったと思います」
いま日本のチーズ工房の約4割は北海道にあるそうです。それは乳牛を育てる環境によることが大きいと塩川さんは考えます。
「僕は最近、長野のチーズ工房って面白いと思っているんです。長野って南北に長い地形でしょう。いい具合に工房が散らばっていて、それぞれに個性的なチーズを造っているんですよ。僕も最近やっと周囲に目が行くようになって(笑)、工房同士の横のつながりもできてきたところなんです。コンテストでも北海道はもちろん強いけれど、長野も負けていない。北海道と長野が賞を分けている印象があります。長野が強い要因の一つには発酵食に強いこともあると思いますね。
北海道のミルクが100点だとすると長野は90点かもしれない。でも造り手の努力と技術で90点を維持できれば絶対に強いと思うんです。ミルクの良さを100%生かすこと。このことはチーズ職人でいる限り、ずっと大切にしていきたいと思っています」

チーズ製造・熟成責任者
チーズ製造・熟成責任者
東御市出身。祖父は酪農家。1996年に本店併設レストラン「リストランテ・フォルマッジオ」オープン時から4年間、アルバイトとして調理を担当。2007年にチーズの製造スタッフとして入社。自ら開発したブルーチーズが2014年「ジャパン チーズ アワード」でグランプリ受賞、2021年にはブルーチーズ「翡翠」が「ワールド チーズ アワード」にて世界のトップ16に輝く。


長野の寒い冬が育んだ、 豊かでおいしい漬物文化
2024/11/28

味噌造り120余年の暖簾を守りながら、味噌の新しい可能性を発信し続ける老舗蔵
2024/11/21

日本古来の知恵、「麹」の魅力をリブランディングして発信中!
2024/11/14

納豆の小さなパッケージいっぱいに詰め込まれた、経営者の「良心」
2024/11/07

醤油を通して、日本の食文化を次の世代に伝承したい
2024/10/03
その時代ごとに進化しながら、いつも輝いている酒蔵でありたい
2024/09/26

高校でありワイナリー塩尻志学館高校の生徒が造るワイン
2024/09/19

澄み切った空気、清らかな水。自然豊かな地が生む最高品質の「酢」
2024/09/12

創業は戦国時代。伝統の樽仕込みで造る醤油の味
2024/09/05

創業128年の歴史ある酒蔵で本格的な酒造りを復活させた女性杜氏(とうじ)
2024/07/25
